收藏網(wǎng)站在線留言網(wǎng)站地圖歡迎來到山東聊城無縫鋼管廠官方網(wǎng)站!主要生產(chǎn)厚壁鋼管,厚壁管,厚壁無縫鋼管等產(chǎn)品!

內(nèi)容:PQF簡介
要點:了解PQF的先進性
該套連軋機組為限動/半浮動芯棒連軋管機組,又稱PQF(Premium Quality Finishing高效、優(yōu)質(zhì)、精軋管機組)機組。本機組為SMS-Meer公司INNSE設計制造。它是目前世界最先進的連軋管設備,有多處采用新工藝、新技術。三輥連軋厚壁無縫鋼管孔型設計、獨特的軋輥壓下、平衡方式,先進的自動化控制管理系統(tǒng)等方面均在軋管領域最前沿。
從工藝角度講,PQF與MPM比較具有以下優(yōu)點:
1) 三輥孔型設計使孔型槽底與軋槽側(cè)壁之間的圓周速度差異減小, 從而使金屬變形也變得均勻, 軋管過程也更平滑、穩(wěn)定, 芯棒在孔型中的穩(wěn)定性也更高。
由于環(huán)孔型上各點金屬流動速差減小, 故減小了槽底金屬對側(cè)壁金屬的阻礙作用, 從而可以消除在側(cè)壁的波紋之類的缺陷。而且這種均勻變形可以提高延伸, 增加軋制薄壁管和高鋼級品種的軋制能力。這樣就減少了機架數(shù), 減輕了對軋制工具的磨損, 延長工具使用壽命。
2) 三輥孔型設計使凸緣區(qū)(厚壁無縫鋼管既不與軋輥也不與芯棒接觸的區(qū)域)更小, 約比二輥減少30%。這也使軋制工具磨損均勻, 減小材料損失。
3) 三輥幾何形可以在相同芯棒下有更大的調(diào)節(jié)范圍, 且無大的公差影響。這樣可以增大同規(guī)格芯棒的可軋壁厚范圍, 大大減少了芯棒數(shù)量(減少50%), 減少了工具更換頻率。表5-12即為外方提供的PQF 185孔型和MPM 185孔型規(guī)格比較。
表5-12 PQF 185孔型和MPM 185孔型芯棒規(guī)格比較
PQF—185孔型
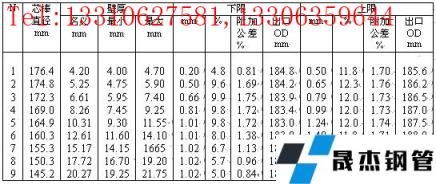
MPM---185孔型
4) 三輥的剛性軋輥設計, 減少了軋制時的軋輥彎矩, 也就使得可以軋制薄壁管和高鋼級品種。
5) 均勻變形及合理的幾何孔型設計, 使得可以每個軋輥一個液壓缸控制壓下量, 實現(xiàn)輥縫調(diào)整模型化。從而提高了壁厚精度, 減少荒管頭尾與中部的壁厚差異。
總之,本套PQF 連軋機組是現(xiàn)代無縫厚壁無縫鋼管生產(chǎn)先進技術的集中體現(xiàn),它做到了無縫厚壁無縫鋼管生產(chǎn)連續(xù)、高效,而且具有極高的機械化、自動化程度。它反映著我國厚壁無縫鋼管生產(chǎn)的最新技術水平,同時也是世界厚壁無縫鋼管生產(chǎn)的先進技術水平,為我公司早日成為世界石油套管生產(chǎn)基地奠定了堅實基礎。
5.2.2 連軋工藝內(nèi)容:PQF連軋的工藝目的、流程和工藝參數(shù)
要點:了解和掌握連軋工藝目的、流程,了解和熟悉連軋產(chǎn)品尺寸特性、設備能力、技術要求及連軋工藝數(shù)據(jù)
5.2.2.1 工藝目的連軋管工序是厚壁無縫鋼管生產(chǎn)的重要工序,在熱軋厚壁無縫鋼管生產(chǎn)中,軋管工序的主要工藝目的在于:將穿孔工序移送來的毛管進行減徑、延伸并相應減壁,同時改善荒管內(nèi)、外表面光潔度,提高壁厚均勻度。
5.2.2.2 工藝流程除去內(nèi)表面氧化物的毛管通過橫移車放入軋線后,經(jīng)潤滑后的芯棒經(jīng)另外一輛橫移車也放至軋線,在預穿推桿推動下快速預穿入至設定位置,推桿夾持頭打開,推桿返回。同時限動齒條夾持頭鎖緊芯棒。芯棒在限動齒條的推動下預插入軋機內(nèi),然后在PQF前夾送輥將毛管喂入軋機的同時高壓水除鱗,此時齒條以與軋制規(guī)格匹配的限動速度(最大1.35m/s)前進,隨著毛管的軋制,芯棒支撐機架依次打開,完成軋制過程。當荒管與芯棒脫開后通過脫管機后第一段輥道,停止于PQF前的齒條夾持頭釋放芯棒,脫管機打開,芯棒穿過脫管機后翻到冷卻站。芯棒經(jīng)過冷卻站后,通過3個巷道再經(jīng)潤滑環(huán)噴涂石墨,以備下一支軋制。齒條釋放芯棒后以最大5.5m/s高速返回。
此設計中,芯棒側(cè)掛在齒條軋線側(cè)。齒條返回零位后,夾持頭鎖緊芯棒尾柄,開始新的軋制周期。限動結(jié)束后夾持頭打開。由于為側(cè)掛式所以在齒條到零位之前預穿好的芯棒就可以在主軋線上等待下一支軋制,提高軋制節(jié)奏。工藝流程詳見圖5-19。
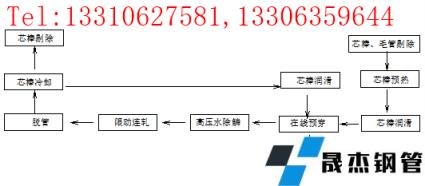
圖5-19 連軋工藝流程圖
5.2.2.3 工藝數(shù)據(jù)VRS前毛管規(guī)格 Φ210mm料坯 Φ150mm料坯
外徑 222mm 172mm
壁厚(最小—最大) 13.0~30.0mm 10~30mm
毛管長度 4,400~9,500mm
PQF前毛管規(guī)格
外徑 215mm 165mm
壁厚(最小—最大) 13.2~30.2mm 10.1~30.3mm
PQF出口荒管
外徑 185mm 142mm
壁厚(最小—最大) 4.1~21.7mm 3.2~18.0mm
最大長度 26.8m 27m
總延伸量 3.67~1.60 3.64~1.73
入口速度(max)1.5m/s
出口速度(max)4.0m/s
軋制節(jié)奏(max)150pcs/h
脫管機
入口荒管直徑 185mm 142mm
入口荒管壁厚(min~max) 4.5~21.7mm 3.2~18.2mm
出口直徑 175mm 132mm
出口壁厚 4.2~22.1mm 3.3~18.2mm
5.2.3 PQF主機說明內(nèi)容:PQF連軋機、芯棒支撐機架結(jié)構、工藝目的和工藝數(shù)據(jù)
要點:了解和掌握主機動作原理;
了解和熟悉主機工藝目的及產(chǎn)品特性、設備能力等工藝參數(shù)
5.2.3.1 機架形式連軋機組為1架VRS(Void Reduce Stand 空減機架)和5架PQF(Premium Quality Finishing)連續(xù)布置。各機架之間由鉤子連接。牌坊為隧道式,如示意圖所示。連同VRS,各機架均為三輥軋制,每個軋輥由一臺電機單獨驅(qū)動。三個軋輥互成120°,前后機架軋輥互成60°布置。
5.2.3.2 壓下裝置1 特點
在本套連軋機組中,壓下裝置采用獨特設計。過去的軋機壓下設計都是壓下裝置直接作用在軋輥的軸承座上,每個軋輥有兩個壓下絲杠或者液壓缸,而這套壓下裝置采用液壓伺服壓下。液壓缸頭直接作用在“C”形臂上,每個軋輥只用一個壓下頭。這種伺服液壓壓下控制,變電氣控制為液壓、電氣聯(lián)合控制,可以實現(xiàn)輥縫調(diào)整模型化。這樣提高了壁厚精度, 減少荒管頭尾與中部的壁厚差異。
2 結(jié)構與原理
各液壓缸與軋輥對應布置在牌坊上。壓下裝置如圖5-20所示。
工作原理:需要調(diào)整輥縫時,若需要壓輥縫,通過油口向缸體內(nèi)加油增壓,推動缸頭下壓。若需要抬輥縫,油口向外排油減壓,在平衡力作用下軋輥抬起。液壓缸頭的最大行程為105mm。
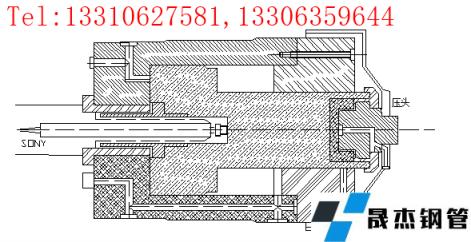
圖5-20 液壓缸示意圖
之所以稱伺服液壓壓下,是因為在缸體內(nèi)裝有位置傳感器。由它隨時檢測缸頭的位置,同時檢測缸體內(nèi)壓力變化。通過它返回的信號值,系統(tǒng)進行軋制參數(shù)計算和校核。當檢測到壓力過載時,信號立即反饋給系統(tǒng),油口排油減壓,達到保護設備的作用。
5.2.3.3 平衡裝置由于PQF三輥軋機軋輥的特殊裝配方式,平衡裝置也配套采用新型設計,其裝置為液壓缸帶動一撥叉,撥叉壓在“C”形臂的“肩”上,壓下裝置的力是向軋制中心線的力,平衡力是反力。由于PQF的布置方式,三個平衡叉中,上兩個為單向撥叉,下面的一個為雙向撥叉。它們的行程為:上兩個:100mm;下?lián)懿妫?1mm。平衡叉結(jié)構見圖5-22。
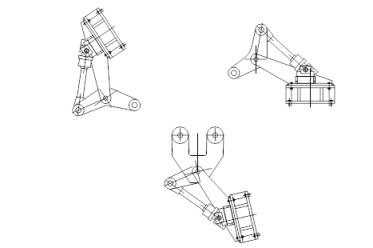
圖5-22 平衡叉結(jié)構圖
圖5-23 鎖緊裝置示意圖
1 橫向鎖緊
當支撐缸將機架升起后,機架一側(cè)的底座上有“^”形突起,它可以嵌入牌坊上的另一個“^”形槽,以此實現(xiàn)橫向鎖緊。
2 軸向鎖緊
當1VRS+5PQF機架及芯棒支撐機架推入牌坊之后,沿軋制線軸向上須鎖緊。在入口側(cè),由第一架芯棒支撐架固定,出口側(cè)裝有三個斜楔。當機架到位后,斜楔扣住。扣板上側(cè)為斜楔形,牌坊頭裝有液壓缸推動的另一半斜楔,它向下壓下以鎖緊機架,使各機架緊緊擠在一起。
5.2.3.5 芯棒支撐架在連軋機架之間有4個三輥式芯棒自對中裝置,這些機架都帶有依芯棒規(guī)格進行調(diào)整的裝置。芯棒支撐輥由液壓缸控制,在沒有毛管通過時抱住芯棒,使芯棒處在軋制中心線上。當毛管逐架軋到之前,支撐輥打開使毛管處于軋輥軋制下,芯棒位置由軋制孔型確定在軋制線上。從結(jié)構上保證芯棒處于軋制中心線,使軋出的管子減少壁厚不均等缺陷。這四架三輥支撐架分別位于VRS前、1~2之間、3~4之間和第5架之后。芯棒支撐架結(jié)構如下圖。
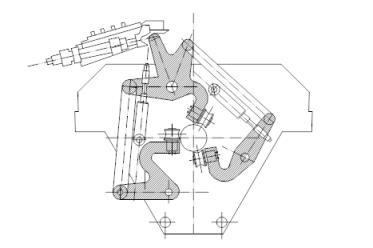
圖5-24 芯棒支撐架結(jié)構圖
5.2.4 脫管機說明內(nèi)容:脫管機工藝目的和工藝數(shù)據(jù)
要點:了解和掌握脫管機動作原理;
了解和熟悉脫管機工藝目的及產(chǎn)品特性、設備能力等工藝參數(shù)
5.2.4.1 脫管工藝目的及特點1 工藝目的
脫管機設置主要有兩個目的:
1) 將荒管從芯棒上脫出,完成脫管。在線脫管,縮短了工藝流程,提高終軋溫度。
2) 起校正(定徑)作用,即在厚壁無縫鋼管生產(chǎn)中,脫管機軋制也有延伸和定徑作用。
2 工藝特點
在本套機組中,根據(jù)工藝要求,芯棒須穿過脫管機。因此,脫管機設計有打開裝置。當荒管通過脫管機后第一段輥道,脫管機軋輥打開(最大打開度10mm)。而且脫管機設計中采用了單輥單電機驅(qū)動。本套機組的另外的優(yōu)點為軋輥設有平衡(打開—彈簧)裝置和壓下(液壓)裝置, 這樣通過壓下裝置可以取代原墊片調(diào)整方式。
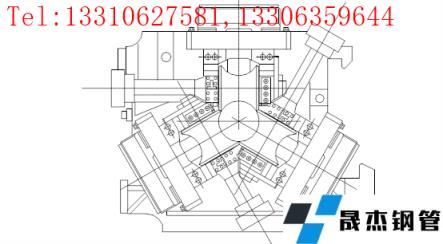
圖5-25 脫管機示意圖
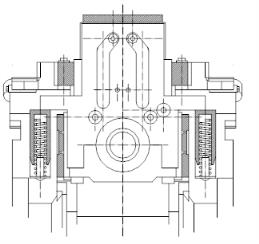
圖5-26 平衡裝置(打開裝置)
5.2.4.2 工藝數(shù)據(jù)入口荒管直徑 185mm 142mm
入口荒管壁厚(最小~最大) 4.5~21.7mm3.2~18.2mm
最大入口長度27m
出口直徑 175mm132mm
出口壁厚 4.2~22.1mm 3.3~18.2mm
最大入口速度4 m/s
表5-13 各機架減徑率表
0 | 185 | 142 | 185 | 142 |
1 | 180.52 | 137.72 | 2.42 | 3.01 |
2 | 175.52 | 132.66 | 2.77 | 3.67 |
3 | 175.00 | 132.00 | 0.3 | 0.5 |
內(nèi)容:芯棒循環(huán)過程、芯棒預熱、芯棒潤滑及芯棒循環(huán)系統(tǒng)參數(shù)
要點:了解和掌握芯棒循環(huán)過程,熟悉系統(tǒng)參數(shù);了解和掌握芯棒預熱、潤滑工藝目的
芯棒循環(huán)系統(tǒng)是連軋管機組的一個重要組成部分,其工藝目的是延長芯棒的使用壽命,從而確保連軋后的厚壁無縫鋼管有一個良好的內(nèi)表面質(zhì)量,同時通過芯棒潤滑保證軋制過程穩(wěn)定。
芯棒循環(huán)系統(tǒng)工藝流程如下圖所示:

圖5-27 芯棒循環(huán)系統(tǒng)工藝流程圖
5.2.5.1 芯棒循環(huán)工藝過程描述芯棒在預熱爐預熱后上線使用,芯棒從預熱爐出爐后,上鏈式移送機經(jīng)潤滑站(出爐側(cè))潤滑后于橫移小車東側(cè)擋板前定位,經(jīng)推料機構及緩沖接料機構動作,經(jīng)推料機構推動及撥叉撥動至芯棒傳送位,橫移小車接料鉤升起,將芯棒送至芯棒予穿線前,經(jīng)撥叉翻至主軋線。
芯棒予穿在主軋線上完成,芯棒由予穿齒條鎖緊及推動定位,芯棒頭部予穿至第二機架入口處定位,予穿齒條解鎖返回,同時限動齒條鎖緊開始預插入及軋制。
軋制過程結(jié)束后,芯棒解鎖,通過連軋機、脫管機,經(jīng)脫管后第一段輥道減速,于芯棒冷卻站前擋板定位。芯棒由冷卻站撥料鉤翻至一號冷卻站冷卻,由回轉(zhuǎn)臂將芯棒從一號站翻至二號冷卻站冷卻。芯棒冷卻結(jié)束后,由回轉(zhuǎn)臂翻至回轉(zhuǎn)運輸鏈并撥至芯棒返回輥道,在此位置有一個芯棒剔除臺架,可以將芯棒在此剔除。
芯棒經(jīng)返回輥道返回,途中經(jīng)過三個冷卻巷道進一步冷卻,并經(jīng)潤滑站(芯棒橫移小車前)潤滑,芯棒返回至芯棒預熱爐出口前擋板定位。完成芯棒循環(huán)全過程。
5.2.5.2 芯棒預熱新的芯棒投入循環(huán)使用之前,必須在芯棒預熱爐內(nèi)預熱,其目的是為了在下一道工序芯棒潤滑時,使?jié)櫥瑒├喂痰恼掣皆谛景舯砻嫔稀?/p>
芯棒預熱爐的技術參數(shù):詳見工藝說明工業(yè)爐部分。
芯棒的出爐溫度為100±20℃,在這個溫度范圍內(nèi),才能在下道芯棒潤滑工序中,使?jié)櫥瑒じ皆谛景舯砻妫⒏稍镄纬梢粚訄怨痰哪ぁP景魷囟瘸^設定溫度范圍,將影響形成潤滑劑層的干燥、致密程度。
5.2.5.3 芯棒潤滑石墨潤滑站主要設備簡述:
◆石墨潤滑劑存儲罐
◆加壓泵
◆潤滑箱
◆潤滑環(huán)
石墨潤滑站在5米平臺上設置了兩個潤滑箱(內(nèi)置潤滑環(huán)),分別位于芯棒預熱爐出口及芯棒返回線上。兩個潤滑箱單獨使用,一個用于從預熱爐出來的新上線芯棒的潤滑,一個用于在線使用芯棒的潤滑。當一個潤滑箱使用時,另一個潤滑箱處于準備狀態(tài),潤滑劑由同一組壓力泵傳送至潤滑箱。用于新芯棒上線潤滑的潤滑箱除上線潤滑時使用外,不參與軋制潤滑,在使用完畢后應用水及時沖洗內(nèi)外管路及潤滑環(huán),以防止?jié)櫥h(huán)堵塞。
芯棒潤滑的目的在于提高芯棒的使用壽命,同時在軋制過程中降低管子內(nèi)表面與芯棒表面的摩擦系數(shù),從而降低軋制力及限動力,減輕軋制過程的震動。
在連軋機軋制過程中,金屬在軋輥和芯棒間進行延伸變形,芯棒速度是恒定的,由于軋件延伸變形使得芯棒和金屬之間產(chǎn)生滑動。芯棒潤滑,就是使芯棒和金屬之間有一層潤滑膜,從而降低芯棒與軋件間的摩擦系數(shù)。從而降低軋制壓力及限動力,同時延長芯棒的使用壽命。
為實現(xiàn)上述工藝目的,則必須使?jié)櫥瑒┚鶆蛑旅艿貒娡吭谛景舯砻妗櫥瑒┦且环N水基懸浮液,芯棒經(jīng)預熱或經(jīng)冷卻后溫度控制在100±20℃,是為確保潤滑劑中的水分蒸發(fā),從而保證潤滑劑層的堅固、致密,更好地發(fā)揮潤滑的效果。同時,對芯棒潤滑層的厚度也有一定的要求。潤滑膜過厚,其附著力會降低,容易造成潤滑膜的脫落。潤滑膜過薄,則潤滑的效果不好。控制潤滑膜的厚薄的方法如下:
1 控制芯棒表面溫度
芯棒過熱時,潤滑劑中水分沸騰蒸發(fā)形成大量氣泡,影響潤滑層的形成,使?jié)櫥瑒o法良好附著。芯棒過冷時,潤滑劑無法干燥,從芯棒表面流失,影響潤滑膜的形成。
2 控制潤滑劑濃度
潤滑劑過稀,潤滑時附著力差,芯棒表層單位面積石墨重量少,影響潤滑層厚度。潤滑劑過濃,潤滑時芯棒表面潤滑層噴涂不均勻,而且潤滑涂層容易成片脫落。
3 單位面積石墨潤滑劑用量為98g/m2。
熱芯棒經(jīng)輥道送至鏈式運輸機,經(jīng)鏈式運輸機通過潤滑站潤滑。鏈式運輸機可保證潤滑速度的穩(wěn)定,同時保證潤滑層不被磨掉。
5.2.5.4 芯棒循環(huán)區(qū)主要設備及參數(shù)鏈式運輸機長度:16米
潤滑站:一套潤滑系統(tǒng),兩個潤滑箱。
冷卻巷道:3組。
橫移小車:1組。
予插入齒條:1組。
芯棒冷卻站:兩個冷卻工位。
5.2.6 工具準備與更換內(nèi)容:PQF連軋區(qū)域主要軋制工具技術參數(shù)及更換方式;PQF連軋孔型設計及參數(shù)
要點:了解和掌握軋制工具技術性能和更換方式;
了解PQF孔型設計過程及參數(shù)意義
5.2.6.1 概述軋制工具是指那些與軋件直接接觸的、或者使軋件在高溫下產(chǎn)生塑性變形的、具有一定幾何形狀的工具。
在連軋區(qū)涉及的軋制工具有:
主機區(qū)工具:軋輥、芯棒、對齊叉、限動齒條襯瓦、預穿推桿襯瓦;
脫管機工具:軋輥、入口導嘴、出口導嘴。
下面進行逐項介紹。
5.2.6.2 軋輥1 技術條件
連軋機軋輥材質(zhì):球墨鑄鐵
表面硬度:400~440HB
屈服強度: UTS>60KG/MM2
成分:C: 3.20~3.60
Si: 1.30~1.80
Mn: 0.40~0.80
Cr: 0.20~0.50
Ni: 2.50~3.50
Mo: 0.70~1.00
脫管機軋輥材質(zhì):GHG-CrNiMo 480
表面經(jīng)熱處理后要求有硬度為460~530HV,厚度 R63.5~R85。
2 軋輥性能
1#~3#機架
名義直徑(mm) 760~700
輥環(huán)直徑(mm) 650~590
輥環(huán)寬度(mm) 220
4#~5#機架
名義直徑(mm) 640~580
輥環(huán)直徑(mm) 550~490
輥環(huán)寬度(mm) 200
功率
VRS主傳動
功率 3×160kw
轉(zhuǎn)速 300/600—1000rpm
PQF主傳動
1--4--5功率 3×400kw
轉(zhuǎn)速 300/600—1000rpm
2--3功率 3×600kw
轉(zhuǎn)速 300/600—1000rpm
脫管機 3×160kw
軋制力
VRS
負載最大力:(t) 26
過載最大力:(t) 31
1#~3#機
負載最大力:(t) 250
過載最大力:(t) 285
4#~5#機架
負載最大力:(t) 110
過載最大力:(t) 130
3 軋輥孔型設計
將鋼錠或鋼坯在軋輥孔型中經(jīng)過若干次的軋制變形,以獲得所需要的斷面形狀、尺寸和性能的產(chǎn)品,為此而進行的設計和計算工作稱之為孔型設計。
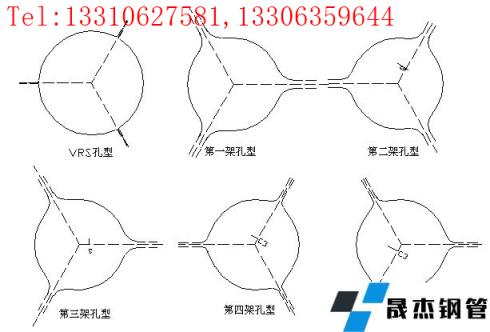
當某機組孔型數(shù)據(jù)確定后,整個廠家的可軋產(chǎn)品規(guī)格范圍就確定了,要擴充產(chǎn)品范圍,就必須進行孔型設計。因此有必要了解孔型結(jié)構。此套機組的孔型結(jié)構如圖5-28。
此孔型設計中,屬于首次在連軋厚壁無縫鋼管孔型中使用三輥孔型設計。由于穿孔后毛管壁厚較小,所以在PQF中相對變形量較小,相應寬展量也小,故此套孔型與二輥MPM孔型相比,輥縫值小,而且孔型圓弧為3段,而MPM孔型圓弧為4段。所以其產(chǎn)品附加公差小,軋制精度高。具體孔型數(shù)據(jù)如表5-14,5-15。
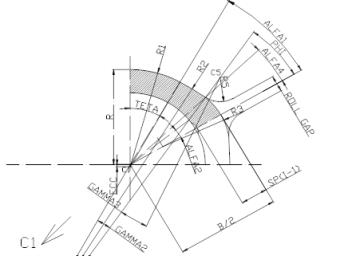
圖5-28 孔型參數(shù)圖
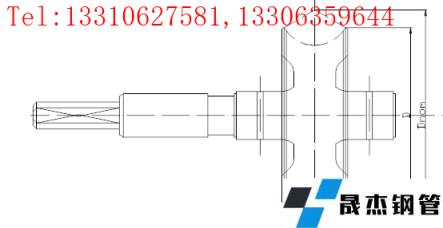
圖5-29 軋輥圖
表5-14 PQF孔型參數(shù)表
因西 | O.D.(mm) 壁厚(mm) 延伸率 毛管 215.00 13.20 荒管 185.00 4.20 3.491 | 孔型:185 | |||||
機架號 | 1 | 2 | 3 | 4 | 5 | ||
平均延伸系數(shù) | 1.548 | 1.485 | 1.314 | 1.138 | 1.015 | ||
芯棒直徑 | 176.6 | 176.6 | 176.6 | 176.6 | 176.6 | ||
孔型直徑2R | 191.30 | 187.60 | 185.30 | 185.00 | 185.00 | ||
槽底半徑R1 | 98.65 | 95.80 | 92.65 | 92.50 | 92.50 | ||
偏心(R1-R) | 3.00 | 2.00 | 0.00 | 0.00 | 0.00 | ||
脫離角(ALFA1) 度 | 30.00 | 30.00 | 32.00 | 30.00 | 30.00 | ||
脫離半徑R2 | 295.95 | 287.40 | 324.30 | 231.25 | 231.25 | ||
連接角(ALFA4) 度 | 16.00 | 13.00 | 13.00 | 8.00 | 8.00 | ||
連接半徑R5 | 34.30 | 24.00 | 28.30 | 14.00 | 14.00 | ||
孔型寬度B/2 | 108.0 | 98.3 | 95.2 | 93.8 | 93.9 | ||
寬展系數(shù) | 1.005 | 1.028 | 1.015 | 1.012 | 1.015 | ||
輥縫半徑R3 | 107.50 | 63.04 | 77.16 | 83.70 | 82.75 | ||
軋輥脫離角(ALFA3) 度 | 7.22 | 16.89 | 24.27 | 25.12 | 24.64 | ||
芯棒脫離角(ALFA2) 度 | 11.50 | 17.27 | 19.71 | 25.88 | 30.00 | ||
THETA 度 | 29.129 | 29.402 | 28.000 | 30.000 | 30.000 | ||
GAMMA2 度 | 4.610 | 5.672 | 5.552 | 9.011 | 9.011 | ||
PHI 度 | 26.261 | 24.926 | 26.448 | 20.989 | 20.989 | ||
GAMMA3 度 | 30.763 | ||||||
表5-15 脫管機孔型數(shù)據(jù)表
孔型 | H1+H2 mm | H1 mm | H2 mm | D mm | E mm | 2H1 mm | Df mm |
EA01 | 180.52 | 88.12 | 92.40 | 189.64 | 36.33 | 176.24 | 203.76 |
EA02 | 175.52 | 87.50 | 88.02 | 176.61 | 12.80 | 175.00 | 205.00 |
EA03 | 175.00 | 87.50 | 87.50 | 175.00 | 0.00 | 175.00 | 205.00 |
1 芯棒技術條件
本套機組采用兩段式芯棒,即芯棒由工作段和延長桿構成。錐形芯棒也是一大特點。表4-3中列出的前3種為錐形芯棒。錐形芯棒不僅利于預穿對正,而且利于脫棒。以下為芯棒技術條件。
材質(zhì): X35CrMoV05KU-UNI2955
淬火、回火硬度: HB315/360
伸長率: 8%min
斷面收縮率: 25%min
沖擊韌性: 15Jmin.KV
成分: C: 3.20~3.60
Si: 0.70~1.20
Mn: 最大0.60
Cr: 4.50~5.50
V : 0.80~1.20
Mo: 1.00~1.50
S : 最大0.008
S+P: 最大0.020
2 芯棒規(guī)格
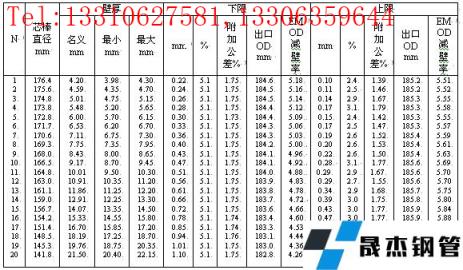
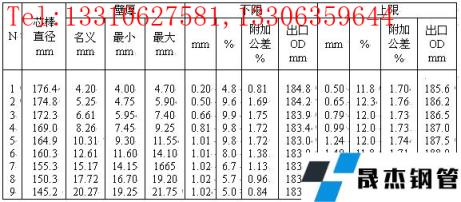
如前所述,該機組的芯棒規(guī)格比較少,對185孔型只有9種規(guī)格,對142孔型有10種規(guī)格,具體如下表。
表5-16 185孔型芯棒規(guī)格表
142孔型的芯棒規(guī)格為:Φ135.3、Φ133.7、Φ131.6、Φ129.0、Φ125.9、
Φ122.4、Φ118.9、Φ115.4、Φ111.9、Φ108.4。(mm)
3 芯棒潤滑
本套芯棒循環(huán)系統(tǒng)中具有兩個芯棒潤滑箱。一個位于預熱爐出口處,另外一個位于芯棒冷卻返回輥道。兩個潤滑箱不同時工作。預熱爐出口潤滑箱潤滑新上線芯棒,返回輥道潤滑箱潤滑循環(huán)中的芯棒。
潤滑箱高度可調(diào),以對正芯棒中心線,保證芯棒的良好潤滑。
本套芯棒潤滑特點:
一套潤滑系統(tǒng)為兩個潤滑箱工作,切換簡單。
對備用噴射環(huán)離線水清洗;對預熱爐前噴射環(huán)進行水清洗,保證間斷4小時后仍正常工作。
軋機停機1~4小時時,可讓潤滑系統(tǒng)處于工作狀態(tài),在線噴射環(huán)每隔10~60分鐘噴射一次,每次噴5~15秒鐘,避免堵塞,便于觀察。
滑閥動作迅速,接到信號后1秒鐘內(nèi)開/關,保證潤滑長度準確(±200 mm)。
潤滑劑成分為30%干粉末和70%水配置成懸浮液,其中干粉末中含:石墨約3/4,添加劑約1/4,水份最大1%。
5.2.6.4 PQF機架更換本套PQF機組,由于機架及其牌坊的特殊設計,機架置于隧道式牌坊中,因此相應配有一套機架更換系統(tǒng)。該系統(tǒng)多數(shù)為液壓缸動作。該系統(tǒng)為位于PQF和脫管機之間的一組橫移換輥小車,它具有三個位置:
位置1:正對PQF出口和脫管機之間的輥道。
位置2:PQF出口一側(cè)平臺,安放換下來的機架。
位置3:PQF出口另一側(cè)平臺,安放新備軋輥。
機架更換時,當PQF主機停機、冷卻水關閉后,條件具備后做如下操作:
1、小車解鎖;
2、小車到更換位對中;
3、小車鎖緊;
4、機架到更換位,即將機架由軋鋼位降到滑軌上;
5、芯軸支撐缸打到更換位;
6、芯軸與軋輥脫開;
7、機架側(cè)鎖緊缸打開;
8、機架平衡缸打開;
9、小車鎖緊臺打開(位于PQF出口側(cè));
10、機架下鎖緊缸打開;
11、抽出缸到位;
12、抽出機架;
13、小車解鎖;
14、新機架推上中間小車;
15、小車鎖緊;
16、機架推入;
17、機架側(cè)鎖緊缸鎖緊;
18、機架下鎖緊缸鎖緊;
19、小車鎖緊臺鎖緊(位于PQF出口側(cè));
20、平衡缸鎖緊;
21、芯軸嚙合;
22、芯軸支撐讓開干擾位;
23、推入缸打開并返回;
24、小車解鎖;
25、輥道返回軋鋼位;
26、小車鎖緊;
27、芯棒支撐到位;
28、機架升起到軋鋼位。
操作結(jié)束。
5.2.6.5 脫管機更換該部分外方資料比較少,現(xiàn)僅作簡要說明.
該套脫管機更換方式與現(xiàn)有MPM機組(一套)定徑更換方式相同.概述如下:
脫管機主機停機,冷卻水關閉后,機架與“C”形架脫開后,將載有新備機架的換輥車推到機架前,抽出舊機架,橫移換輥車,推入新機架,實現(xiàn)快速換輥。
5.2.7 常見質(zhì)量缺陷內(nèi)容:連軋荒管常見質(zhì)量缺陷
要點:了解和掌握質(zhì)量缺陷產(chǎn)生原因及其預防措施
1 內(nèi)棱厚壁無縫鋼管內(nèi)表面存在棱狀突起,或存在線狀、槽狀劃傷,稱為內(nèi)棱。
產(chǎn)生原因:主要由于芯棒表面存在缺損、熱環(huán)效應、粘鋼等缺陷,軋制時造成厚壁無縫鋼管內(nèi)表面缺陷。
預防措施:1.加強芯棒日常維護,加強巡視;
2.提高芯棒潤滑質(zhì)量;
3.工藝參數(shù)設定,減小芯棒磨損。
2 軋折、折迭厚壁無縫鋼管外表面存在縱向的帶狀凹陷和折迭稱為軋折和折迭。
產(chǎn)生原因:主要是由于孔型過充滿時,金屬在輥縫處擠出,在進入下道軋制時,金屬不能壓合,從而出現(xiàn)軋折缺陷。它們表現(xiàn)為軋折或折迭形式,折迭多在頭尾出現(xiàn),嚴重時通體出現(xiàn)。另外,軋輥孔型側(cè)壁粘鋼或者輥沿倒角磨損也會導致軋件產(chǎn)生條狀折迭。還有一種折迭是因軋輥過熱,在軋輥表面產(chǎn)生龜裂,軋制時造成軋件表面產(chǎn)生折迭。
預防措施:1.注意控制毛管尺寸,防止產(chǎn)生過充滿;
2.注意調(diào)整工藝參數(shù),防止過充滿;
3.注意軋輥使用壽命,防止過度磨損。
4.注意冷卻水噴淋角度、給水量及冷卻時間。
3 外結(jié)疤產(chǎn)生原因:軋輥出現(xiàn)碰傷或其它缺陷,導致在管體外表面出現(xiàn)規(guī)律性結(jié)疤。
預防措施:通過調(diào)整好連軋機前臺高度和芯棒支撐機架的同心度防止芯棒對軋輥的碰撞,并加強對軋件外表面質(zhì)量的巡視。
4 拉凹產(chǎn)生原因:由于孔型欠充滿,使得管子內(nèi)表面產(chǎn)生平滑橢圓形凹坑,嚴重時造成產(chǎn)品壁厚超差。如果是管坯溫度不均,往往為局部的單個凹坑;若為工藝調(diào)整不好,壓下量或者速度不匹配則會在軋件縱向上斷續(xù)出現(xiàn)。
預防措施:1) 提高加熱質(zhì)量,保證管坯溫度均勻;
2) 進行合理的工藝參數(shù)調(diào)整。防止軋制時機架間金屬流量不平衡。
5.2.8 連軋基本理論內(nèi)容:連軋金屬變形機理以及基本方程;連軋軋制速度計算以及芯棒速度制度
要點:了解變形機理并掌握簡單方程;了解連軋軋制速度計算方法;了解芯棒速度對軋制的影響
5.2.8.1 基本方程連軋管時,管子內(nèi)表面在孔型頂部處與芯棒接觸,而在側(cè)壁處則不與芯棒接觸。孔型頂部的金屬,由于受軋輥的外壓力和芯棒的壓力作用而延伸,并在軸向延伸的同時產(chǎn)生圓周方向的寬展,而孔型側(cè)壁的金屬在孔型頂部金屬延伸時也被拉伸,并相應在縱向產(chǎn)生拉縮。此時,如若孔型頂部金屬的寬展和孔型側(cè)壁金屬拉縮數(shù)量比例不當,則導致過充滿或欠充滿。
孔型過充滿時,輥縫及孔型開口處則會出現(xiàn)凸起,如過充滿特別顯著時,造成軋制缺陷,并且某一機架出現(xiàn)嚴重凸起后將使隨后機架的壓下量過大。在產(chǎn)生過充滿或折疊,這種惡性循環(huán)一直延續(xù)到成品機架,造成產(chǎn)品缺陷。
孔型欠充滿時,會使隨后機架,及直到成品機架孔型欠充滿,使成品管圓度和尺寸精度達不到要求或產(chǎn)生產(chǎn)品缺陷。
為了使孔型頂部金屬寬展與側(cè)壁金屬拉縮較為協(xié)調(diào),使孔型正常充滿,從金屬塑性變形角度,建立連軋管金屬流動方程。
按照塑性理論分析變形區(qū)分為孔型頂部區(qū)和側(cè)壁開口區(qū)。
孔型頂部區(qū):受徑向內(nèi)、外壓應力,切向壓力,軸向壓力,為三向壓應力狀態(tài),金屬減壁延伸,并向側(cè)壁開口方向?qū)捳埂?/p>
側(cè)壁開口區(qū):受徑向外壓應力,切向壓力,軸向(附加)拉力,為兩壓一拉的異名應力狀態(tài),金屬受孔型頂部區(qū)牽拉而延伸,切向被拉縮。
要使孔型正常充滿應滿足:
∑Pl=σlА+σl′А′=0
式中:σl---槽底軸向壓應力
A---槽底金屬截面積
σl′---側(cè)壁軸向拉應力
A′---側(cè)壁金屬截面積
5.2.8.2 秒流量相等金屬在軋制過程中,厚壁無縫鋼管在各機架間應遵循金屬秒流量相等的連軋基本方程――流量方程:
Δ1=Δ2=···Δ I=···Δn=C即
F1V1= F2V2=··· FiVi= ···FnVn=C
式中:Δi――各機架秒流量體積;
Fi――各機架的厚壁無縫鋼管橫截面積;
Vi――各機架的厚壁無縫鋼管出口速度。
以上為自然連軋時的方程,實際軋制時應該考慮張力系數(shù)Ci:
1~2 C=1.01
3~4 C=1.005~1.008
5 C=1.0
FnVn=Fn-1Vn-1Cn =Fn-2Vn-2CnCn-1=···· =F1V1CnCn-1···Ci···C1
5.2.8.3 變形分析1 變形過程
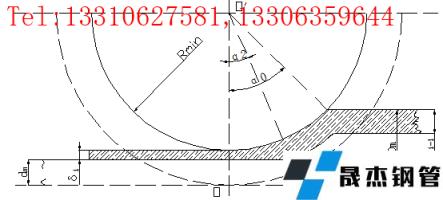
圖5-30 帶芯棒連軋管變形區(qū)示意圖
圓孔型帶芯棒軋管時,變形區(qū)分為減徑區(qū)和減壁區(qū)兩個部分,整個變形過程分三個階段:壓扁變形階段、減徑變形階段和減壁變形階段。如圖5-30所示。
在減徑區(qū)中,由于毛管是空心體,開始時僅六點接觸軋輥孔型或接觸面很小,故管子首先發(fā)生壓扁變形,即管壁產(chǎn)生塑性彎曲變形。此時管子周長或橫斷面積不變,只是被軋輥孔型壓縮處高度減小,而不與孔型接觸處徑向尺寸加大。隨著管子逐漸進入變形區(qū),壓扁程度加大,同時管子與孔型的接觸面積增加,待接觸面增至一定程度后,孔型側(cè)壁對管壁的支撐作用加大,管子除繼續(xù)發(fā)生壓扁變形外,將同時發(fā)生減徑變形。至毛管整個外周完全與孔型槽壁接觸時,壓扁變形階段結(jié)束,變形全部轉(zhuǎn)入第二階段----減徑變形階段。管子平均直徑和平均周長減小,金屬軸向延伸,管壁有所增厚。管壁增厚相當于寬展變形。由于變形區(qū)中管子橫斷面上各處金屬的應力狀態(tài)不同,因而增厚變形也不同。減徑變形的同時,由于芯棒軋輥的共同作用,管子發(fā)生減壁變形,金屬軸向延伸。
2 變形參數(shù)
圓孔型帶芯棒軋管的主要變形參數(shù)有:咬入角、高向壓下量、槽底減壁量、延伸系數(shù)、減壁系數(shù)等。
1) 咬入角
cos =1-ΔD/Rmin
=1-ΔD/Rmin
式中: =arccos(1-ΔD/Rmin)
=arccos(1-ΔD/Rmin)
ΔD---高向壓下量;
Rmin---孔型槽底半徑;
2) 高向壓下量

式中:bi-1---i機架軋前管子高度
ai--- i機架孔型高度
3) 孔型頂部減壁量
Δδ=δi-1-δi
式中:δi-1---i機架孔型頂部管子軋前壁厚
δi---i機架孔型頂部管子軋后壁厚
4) 延伸系數(shù)
μi=li/li-1μi=Ai-1/Ai
式中:li---i機架軋后長度 Ai—i機架軋后截面積
li-1---i機架軋前長度 Ai-1—i機架軋前截面積
5) 減壁系數(shù)
ηi=δi-1/δi
5.2.8.4 脫管機變形脫管機作用在于將荒管與芯棒脫開,也兼有定徑作用。其變形理論與定徑機類同。
5.2.8.5 速度計算連軋速度計算
1 計算延伸率
μi=Ai-1/Ai
式中:Ai—i機架軋后截面積
Ai-1—i機架軋前截面積
2 厚壁無縫鋼管速度計算
Vi=Vi-1·μi
式中:Vi—i機架厚壁無縫鋼管速度
Vi-1—i-1機架厚壁無縫鋼管速度
μi—i架延伸系數(shù)
3 工作直徑計算
Dwn=DN-β·d
式中:Dwn---軋輥工作直徑
DN---軋輥名義直徑
β---經(jīng)驗系數(shù),一般0.8~1.0。
d---荒管名義出口直徑
4 軋輥轉(zhuǎn)速計算:
按照

式中:ni為軋輥轉(zhuǎn)速,單位轉(zhuǎn)/分。
5 電機轉(zhuǎn)速計算

式中:i---傳動比
ni--軋輥轉(zhuǎn)速,單位轉(zhuǎn)/分
本套連軋機各機架傳動比為:
機架號 VRS 1#機架 2#機架 3#機架 4#機架 5#機架
傳動比 10.00 13.00 8.50 6.50 4.40 4.40
5.2.8.6 芯棒速度制度1 限動芯棒連軋管的運動學特點
帶長芯棒的連軋管過程可看成是不同輥徑的差速軋制過程。芯棒看成是半徑無窮大的軋輥,當芯棒參與連軋系統(tǒng)工作時,芯棒相當于速度按某一特定的主動軋輥參與變形,形成在變形區(qū)內(nèi)的差速軋制。
限動芯棒連軋管時,芯棒速度Vm是恒定的,而且芯棒速度小于等于第一機架的軋輥圓周線速度。為此,對芯棒而言所有的機架均是導前機架,芯棒對金屬的摩擦力的方向是與軋制方向相反的。此時,各機架的軋件出口速度是恒定的。
Vix=(Vif+Vmfm)/(f+fm)
式中:Vix---第i機架的軋件出口速度
f-----軋輥與管子的摩擦系數(shù)
Vm---芯棒限動速度
fm----芯棒與管子的摩擦系數(shù)
Vi----第i機架的軋輥平均圓周速度
這樣,按照秒流量相等的原則,調(diào)節(jié)好各機架的軋輥速度,就可以保持軋制過程的穩(wěn)定性。由于限動芯棒連軋管中,芯棒速度小于第一機架的軋件速度,因而它是一種穩(wěn)定的差速軋制狀態(tài)。使軋制力降低,促進金屬在孔型中的縱向延伸,并且可采用圓孔型軋制,提高成品管的尺寸精度。
2 限動連軋管的芯棒速度
限動芯棒連軋管軋制過程中,芯棒的速度是恒定的,其速度是由限動裝置來控制的。
芯棒速度對軋制過程的影響主要有三個方面:
1) 影響軋制過程的差速軋制過程。
芯棒速度越低,與軋件速差越大,則差速的效果越明顯,可減低軋制力,減少寬展,促進延伸,并有利于提高軋后厚壁無縫鋼管尺寸精度。為使全部機架均為差速軋制,芯棒速度應低于第一機架變形區(qū)中軋件的平均速度。
2) 影響芯棒的長度
芯棒全長分為兩部分:工作段和延長桿。
可以看出,芯棒速度越快,則軋制同一長度的管子所需的工作段長度越長。
3) 影響芯棒壽命
芯棒速度過低,相對速度過大,摩擦熱大,會導致芯棒磨損快。
但芯棒速度過快,會使芯棒某些截面受軋制力作用次數(shù)增加,也會降低壽命。此套連軋管機組芯棒的最大限動速度為1.35m/s,下圖為芯棒速度示意圖。
免責聲明:本網(wǎng)站(山東聊城晟杰無縫鋼管廠www.nfboat.cn)刊載的“5.2 PQF連軋機組(Premium Quality Finishing)”等均源于網(wǎng)絡,版權歸原作者所有,且僅代表原作者觀點,本文所載信息僅供參考。轉(zhuǎn)載僅為學習與交流之目的,如無意中侵犯您的合法權益,請及時聯(lián)系刪除。本網(wǎng)站刊登此篇文章并不意味著本站贊同其觀點或證實其內(nèi)容的真實性,我們不對其科學性、嚴肅性等作任何形式的保證。如果侵犯了您的版權,請盡快聯(lián)系我們予以撤銷,謝謝合作!
請查看相關產(chǎn)品 厚壁鋼管,厚壁無縫鋼管,厚壁管,無縫鋼管廠,無縫鋼管廠家
 銷售一部:0635-8876028 13310627581 李經(jīng)理銷售二部:0635-8791921 13306359644 任經(jīng)理銷售三部:0635-8791912 15653133503 張經(jīng)理
銷售一部:0635-8876028 13310627581 李經(jīng)理銷售二部:0635-8791921 13306359644 任經(jīng)理銷售三部:0635-8791912 15653133503 張經(jīng)理 傳 真:0635-8878086
傳 真:0635-8878086 山東省聊城市國家級經(jīng)濟技術開發(fā)區(qū)景陽崗路東段路北
山東省聊城市國家級經(jīng)濟技術開發(fā)區(qū)景陽崗路東段路北



