
內容:張減機的工藝概述
掌握要點:了解張減工藝、掌握本機組張減過程和基本設備組成
6.3.1.1 總述張減的過程是一個空心體連軋的過程,除了起定徑的作用外,還要求有較大的減徑率,除此之外,張力減徑還要求通過各機架間建立張力來實現減壁的目的。因而其工作機架數較多,一般為12~24架,多至28架,我廠二套選用的是24架,最大總減徑率可達72.6﹪。
6.3.1.2 工藝過程荒管在再加熱爐加熱至920°~1050°后出爐,在出爐輥道出口進行表面測溫后,首先經20Mpa的高壓水除鱗裝置去除荒管在再加熱過程中表面產生的氧化鐵皮,然后在張力減徑機中軋制成Φ48~168mm外徑的厚壁鋼管,軋后最大管長達80m。本車間選用的24架張減機,最大出口速度為7m/s,張減機配有Sms-Meer的CARTA控制系統,采用該系統可以有效地進行厚壁鋼管的頭尾增厚的控制,平均壁厚控制及局部壁厚控制。荒管出張減機后在去冷床的輥道上進行壁厚、溫度、外徑、長度的連續測量。測量的結果可用于軋制過程中的閉環控制。
厚壁鋼管出張減機后,輸送到冷床入口輥道處,然后橫移到步進式冷床上冷卻。
其過程示意圖如下:

圖6-
6.3.1.3 張減段各設備簡介1) 入口導咀 :內徑190mm(對應175mm荒管規格)
2) 張減輥 :二種型式,三輥在打開到圓時,輥縫分別為0.6mm(用于精軋機架加工)和3.4mm(用于工作機架加工),其圖見孔型設計部分。
3) 導向管 :分單向,二位,三位導管(各規格見下一節)
4) 導向輥:根據軋制規格的不同有9種規格(各規格見下節)
5) 張減后飛鋸:預留切尾、分段。
6) 測量裝置(用于現場工藝控制的參考及閉環控制)
———張減機的軋制功率,軋制力,軋制速度
———出口厚壁鋼管溫度測量
———超聲波熱態壁厚測量
———厚壁鋼管長度測量
———厚壁鋼管直徑測量
7) 齒輪箱(三個減速箱體分別減速傳動各機架軋輥)
機架#1~#8所使用的減速齒輪和行星齒輪單元
機架#9~#14所使用的減速齒輪和行星齒輪單元
機架#15~#24所使用的減速齒輪和行星齒輪單元
8) 可容納24架軋機的焊接機座
9) 齒輪機座
10) 電機聯接軸、軋輥傳動軸
11) 驅動電機機座
12) 油潤滑系統
13.) 張減機架,軋機由已裝配好的24架三輥機架組成。
6.3.1.4 張減動力系統介紹我廠二套采用集體差速傳動的方式,最大24機架位排放。有三套主迭加電機傳動。采用的是三組串列式6電機集體差速傳動的方式:
1~8架 1 #主電機和1#迭加電機傳動
9~14架 2 #主電機和2#迭加電機傳動
15~24架 3 #主電機和3#迭加電機傳動
三套主迭加電機分別通過三套齒輪減速箱變速。變速后有24根軸從減速箱輸出,成上下交錯排列,出來的每一根軸經傘齒輪嚙合另兩根軸后分別作用一個機架的三個軋輥,采用的是一種集中外傳動的方式。
--1#主電機和1#迭加電機到每一機架的傳動比不同。
--2#和3#主電機到各機架傳動比相同。
--2#和3#迭加電機到各機架傳動比不同。
其傳動比將在工藝參數中給出。
與一套不同的是,對于單機架的三個軋輥,并不采用單軸輸入內傳動方式。在減箱的外部,通過兩個傘齒輪傳動兩根軸,這樣三根軸以相同的轉速輸入到機架軋輥。另外,2#和3#主迭加電機到齒輪箱齒輪嚙合有兩種狀態選擇,在0的狀態下主傳動比和迭加傳動比均為1,在1的狀態下,主傳動比為1.3,迭加傳動比為1.9,這為各機架選取速度提供了更廣闊的范圍。
6.3.2 設備參數及工藝數據介紹內容:各設備參數及軋制時的工藝數據
掌握要點:了解各設備及工藝參數意義
6.3.2.1 產品特性(打括號的數據對應142孔型)入口荒管外徑(熱態) 175mm (132mm)
入口荒管壁厚(熱態) 4.2~22.1mm(3.3~18.2mm)
入口荒管長度(熱態) 10.2m~27.5m
出口厚壁鋼管外徑(熱態) 48.5(32.2)~169.9mm
出口厚壁鋼管壁厚(熱態) 3.23~22.22(2.52~18.2) mm
成品厚壁鋼管直徑(冷態) 48.0(32)~168.3mm
成品厚壁鋼管壁厚(冷態) 3.2~22(2.5~18) mm
成品厚壁鋼管長度(熱態) 12.4~80m
6.3.2.2 張減機張減機型號 SRM-310-A24
機架形式 三輥式
傳動方式 三組六電機差速傳動
機架數 24
機架間距 290mm
單機減徑率 5.7%(最大)
軋制力矩 22knm(最大)
軋制力 140kN(最大)
入口速度 0.5~1.4m/s
出口速度 0.51~7m/s(最大)
定徑前的除鱗設備
高壓水壓力: 20Mpa
噴水環類型: 九嘴
6.3.2.3 傳動設備電機數 6
主電機I (1~8架) 名義輸出功率90/900——900KW
最大輸入功率162/1620——1620KW
輸出速度80/800——2000 rpm
疊加電機(1~8架) 名義輸出功率25/250——250KW
最大輸入功率45/450——450KW
輸出速度80/800——1600rpm
主電機II (9~14架) 名義輸出功率90/900——900KW
最大輸出功率162/1620——1620KW
輸出速度80/800——2000rpm
疊加電機II(9~14架) 名義輸出功率25/250——250KW
最大輸出功率45/450——450KW
輸出速度80/800——1600 rpm
主電機Ⅲ(15~24架) 名義輸出功率90/900——900KW
最大輸出功率162/1620——1620KW
輸出速度80/800——2000rpm
疊加電機Ⅲ(15~24架) 名義輸出功率63/630——630KW
最大輸出功率113.4/1134——1134KW
輸出速度80/800——1600rpm
電機過載系數 2
控制系統 CARTA/Technology
更換軋機小車數 2
每車的軋機位 24
附表:
表6- 主迭加電機傳動比:
ⅰ 機架 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
主電機1 | 26.5 | 19.49 | 14.09 | 11.35 | 9.90 | 8.74 | 7.71 | 6.12 |
疊加電機1 | 8.835 | 9.884 | 11.94 | 14.58 | 17.47 | 22.07 | 31.42 | 59.66 |
表6- Stu=0時
ⅰ機架 | 9 | 10 | 11 | 12 | 13 | 14 |
主電機2 | 6.04 | 6.04 | 6.04 | 6.04 | 6.04 | 6.04 |
疊加電機2 | 無 | 82.86 | 39.58 | 25.28 | 18.21 | 13.98 |
表6- Stu=1時
I機架 | 9 | 10 | 11 | 12 | 13 | 14 |
主電機2 | 6.04×1.3 | 6.04×1.3 | 6.04×1.3 | 6.04×1.3 | 6.04×1.3 | 6.04×1.3 |
疊加電機2 | 無 | 82.86×1.9 | 39.58×1.9 | 25.28×1.9 | 18.21×1.9 | 13.98×1.9 |
表6- Stu=0時
I機架 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 |
主電機3 | 6.04 | 6.04 | 6.04 | 6.04 | 6.04 | 6.04 | 6.04 | 6.04 | 6.04 | 6.04 |
疊加電機3 | 11.18 | 9.19 | 7.71 | 6.57 | 5.66 | 4.93 | 4.54 | 4.33 | 4.24 | 4.2 |
表6- Stu=1時
I機架 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 |
主電機3 | 6.04×1.3 | 6.04× 1.3 | 6.04× 1.3 | 6.04× 1.3 | 6.04× 1.3 | 6.04× 1.3 | 6.04× 1.3 | 6.04× 1.3 | 6.04× 1.3 | 6.04× 1.3 |
疊加電機3 | 11.18×1.9 | 9.19× 1.9 | 7.71× 1.9 | 6.57× 1.9 | 5.66× 1.9 | 4.93× 1.9 | 4.54× 1.9 | 4.33× 1.9 | 4.24× 1.9 | 4.2× 1.9 |
厚壁鋼管經張減機軋制后,將通過輥道和回轉臂運送到冷床上冷卻,因為冷床較短,為確保冷卻效果,有些厚壁管在冷床上需雙排布料。
1 冷床的技術性能冷床按張減出口輥道速度7m/s設計
齒間距200mm
齒高42mm
冷床齒條圓度為R=2mm
冷床最大承載能力為270噸
厚壁鋼管的滾動傾斜度為16度
冷床輸出側排管輸送輥道的輥面標高為+3525mm
管徑32~168.3mm
壁厚2.5~22.0mm
管長最大 80.0m
最小12.0m
類型 步進梁式
冷床寬 100m
冷床長 27m
平臺高 5m
步進梁間距分兩段第一段 500mm
第二段 1000mm
2 冷床工藝說明———動梁與靜梁采用齒形錯開布置的方式
———管子在冷床上運行周期時間滿足18秒的要求
———出料端懸臂太長,梁易抖動,現還末處理
———對于厚壁,大管徑的厚壁鋼管,應采用雙排布料方式
3 主要設備簡述一套帶梁焊接鋼結構的提升移動架
一套帶梁焊接鋼結構的固定架
一套機架上下擺動支架
一套提升裝置軸
一套移動裝置軸
6.3.3 質量檢查內容:張減中可能出現的質量問題
目的:知道成品尺寸的公差帶,掌握常見質量事故的處理方法
6.3.3.1 張減中易出現的缺陷1 張減中容易引起的缺陷◆ 結疤 其原因是出再加熱爐時,氧化鐵皮粘結在硬雜質殘留在管面上,在張減機中壓入表層而引起(加強除鱗效果)。
◆ 麻面 主要由軋輥孔型磨損引起,輕者通過修磨孔型來解決,嚴重要換輥 。
◆ 軋折 主要是單機壓下率過大,輥縫設置不正確,還與孔型的正負寬展,速度制度不匹配引起。
◆ 直徑超差 由孔型設計不當、孔型磨損或軋機調整不正確所引起。這時一般精軋機架要更換,如果是可調機架,則可以進行微調。注意在微調中會引起一定的橢圓度的增加,所以要根據成品的公差范圍和一定的橢圓偏信值來合理選定調整,如果不行,則應更換機架。
◆ 壁厚偏差 主要由來料尺寸波動和各機架張力系數設置不當引起。主要措施是嚴格控制來料尺寸波動,并根據壁厚超差設置相應的速度制度。
◆ 外徑偏差控制
◆ 壁厚偏差控制
下面重點單獨介紹兩種常見的質量缺陷.
1) 內六方缺陷
定義:當在張減機中軋制總減徑量較大的厚壁管時,內部形狀可能會出現六角形,通常這種軋制缺陷我們稱作內六方缺陷,這種軋制缺陷是由軋制中實際情況決定的。
機理:在實際軋制中,沿管圓周截面壓下量不同,造成張力不同,而形成的不均勻壁厚造成的。通常孔型底部壓下量大,大部分接觸區處在前滑區,形成的張力較大,管壁容易拉簿。在前后機架成60度布置的孔型中,有六個點被反復地加工,增厚減簿,最后總體趨勢仍然是減簿,而在孔型底部頂點左右30度處,相對孔型底部金屬來說形成一段內六角增厚段,這就形成了內六方缺陷。
方案:通常這種缺陷是可以通過合適的孔型來消除的,其實質就是建立在沿管周方向建立合適的張力條件,通過改善軋輥接觸軋件的長度來改善張力條件,保證管周有均勻張力。如Φ84mm的管,若采用1.07 橢圓系數,接觸長度為25mm,若采用1.02的孔型,將會達到33.5mm,減小接觸長度就能顯著減小孔型底部張力,有效防止壁厚拉簿。不過這種改變不是幾個機架就能做到的,有時甚至需要10多個機架來實現。
質量參數(工藝人員掌握):
內六方尺寸Sa和Sb值
(ΣSb-ΣSa) /6
PN= ———————————
0.135*(Da/2-ΣSa/6)
(ΣSb-ΣSa) /6
PN= ———————————
(ΣSb+ΣSa) /6
式中:Sa———— 孔型底部壁厚
Sb————孔型底偏離30度的壁厚
Da————在Sb方向上測得的直徑
離心率E=(Smax-Smin)/(Smax+Smin)
Smax為取6個或12最大測量值的平均值
Smin為取6個或12最小測量值的平均值
2)青線
定義:這是在軋制中輥縫處形成的一種縱向的軋制痕跡,俗稱青線。
機理:由于減徑率太大,而在輥縫處形成的。一般在前一機架軋制時輥縫處形成的小凸痕可以在下機架軋制時軋入軋件內,但會加大下一機架的軋件寬展量,如果連續幾個機架都出現這種情況,很容易出現過充滿,這時,除了表面青線存在外,還可能出現軋件內部軋折。一般在孔型中可以通過合適的寬展有效改善。
方案:選擇橢孔型用負寬展軋制,盡可能用小的單機架減徑率分配方案(具體根據提供的孔型特點選擇)
2 實際操作中質量控制操作1) 換規格時,仔細檢查每一機架,仔細核對,確保無誤。
2) 取樣分析
外徑--將厚壁鋼管停在張減輸出輥道
--氧化陷切頭
--冷卻切頭
--截面上取兩個互相垂直的位置來檢查尺寸
壁厚:用手提超聲波測厚儀檢查時,取互成45度角的8個點測值并取平均值
長度:在張減出口輥道上設置參考點得到厚壁鋼管長度檢查
--入爐前管壞重量
--成品管直徑
--成品管壁厚
外表面:凹痕--再加熱爐時過氧化所致
步進梁印痕--步進梁上氧化物沒被清除干凈所至
折痕--薄壁管軋制時連軋材料缺陷所至
孔洞--帶有橫向趨勢的裂孔
結疤--連軋孔型磨損所致
內表面:內折 --穿孔造成鱗狀物和材料破損
內直道--芯棒劃痕所至
內結疤--除氧化劑末完全反應形成的殘余物在厚壁鋼管內表面造成的壓痕,形成的凹坑。
3 產品尺寸規格公差要求外徑公差:±0.3mm (OD<Φ100mm)
±0.3% (OD≥Φ100mm)
壁厚公差:(公差檢查按2σ統計法)
s<5mm ±6.5%
5mm≤s<7mm ±6.0%
7mm≤s<10mm ±5.0%
10mm≤s<13mm ±4.0%
s≥13 ±3.5%
6.3.4 關于可調機架6.3.4.1 幾個重要公式的推導如圖中所示:
sinβ/e=sin?/ro
,由三角關系:
ro/ sin? = r1/( sin(?-arcsinβ))
cos?× sinβ
r1=ro× cosβ-ro×——————
sin?
r1=ro×cosβ-cos?×e
sin?×e 2 0.5
r1=0.5×(1- (———) ) - cos?×e
ro
r1=A
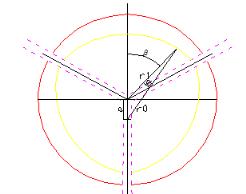
圖6-
ro=B+e
4ro^2-3e^2=4A^2+4A×e+e^2
A^2+B^2-AB
ro=———————
2B-A
A^2-B^2
e=———————
2B-A
代入各A值和B值就能得到各孔型的半徑和偏心距,以及wa和wd 值,有公式計算,見可調機架。
如通過計算得到
r22=(25.21 ^2+24.63 ^2-25.21×24.63)÷(2×24.63-25.21)
=25.000mm
e22=(25.21 ^2-24.63 ^2)÷(2×24.63-25.21)
= 1.000mm
輥縫初設Go為3mm,圓角半徑為3mm,則可計算此時的輥縫為
G22 = Go-2×cos30×e22
=1.268mm
對于可調機架,因孔型增均直徑與管徑微小差而需要重調軋機,這時取平均直徑系數1.65。設直徑的修正值為x
則很容易求得1.65×(e2-e1)=x,這里不再推導。
此時新的輥縫值G22’=G22-1.732×(x/1.65)
例如假設外徑要調整0.02,則新的輥縫值為1.2449mm
6.3.4.2 可調機架的壓下原理
圖6-
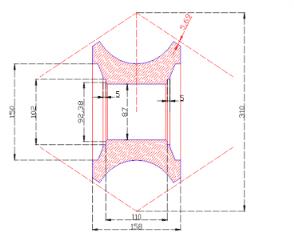
圖6- 軋輥圖
我廠二套設計的孔型的軋輥形式有兩種:
如圖所示:
具體加工時,根據需要加工成各個機架孔型a,b值計算軋輥半徑來選擇相應可用來最經濟加工的軋輥,再據a,b值計算刀具直徑Wd和偏心距Wa值。一套孔型中每一個機架的孔型直徑都是不一樣的,需要根據設計的數據進行加工。而其加工原理事實上也正是可調機架的調節原理。(可調機架的壓下時就等效于工具加工中的偏心距Wa值增加,他們之間有非線型的函數關系,推導略)
 我們不考慮加工的過程,假想可調機架在最大打開度,軋輥的三段圓弧組成一個圓形。然后三輥下壓的一個量后,這三段圓弧不再是一個圓,而是由三段偏心距為壓下量的三段橢圓弧(相對于軋制中心線來說)。這時的短軸半徑變成的R-E(E為下壓量),而長軸變成了R-0.5E。這時的輥縫也發生了變化,每個軋輥靠近輥縫中心線為√3 /2E,這樣輥縫變化為 √3 E。再看其平均直徑的變化:
我們不考慮加工的過程,假想可調機架在最大打開度,軋輥的三段圓弧組成一個圓形。然后三輥下壓的一個量后,這三段圓弧不再是一個圓,而是由三段偏心距為壓下量的三段橢圓弧(相對于軋制中心線來說)。這時的短軸半徑變成的R-E(E為下壓量),而長軸變成了R-0.5E。這時的輥縫也發生了變化,每個軋輥靠近輥縫中心線為√3 /2E,這樣輥縫變化為 √3 E。再看其平均直徑的變化:
平均直徑求取的思路是:
把圓周方向分成六段相同的弧,如圖建立坐標,用極坐標的方法,對一段弧積分,求出其長度,這樣就精確求出了孔型周長。用這個值除以π就得到孔型的平均直徑。
D= 6·∮(R0-COSθ·E)dθ(在0到60度內積分)
得到D=D0-1.654E
看下表:(表6- )
數值 名稱 | 壓下前 | 壓下后 | 差值 |
短半軸b 值 | b | b-E | E |
長半軸a值 | a | a-0.5E | 0.5E |
橢圓度 | a/b | (a-0.5E)/(b-E) | 0.001~0.003 |
平均直徑 | D | D-1.654E | 1.654E |
最大直徑 | Dmax | Dmax-1.732E | 1.732E |
最小直徑 | a+b | a+b-1.5E | 1.5E |
再看成品直徑偏差變化:
732E-1.5E=0.232E
這說明壓下后直徑偏差增大了0.232E。
6.3.4.3 工藝說明通常為了提高管子的表面質量,建議在生產過程中至少使用兩架可調機架,一架用于預精軋,另一架用于精軋,預精軋用于過渡,使管子能在非可調機架間很好地過渡。特別是當調整量較大時,中間預精軋機架的作用更為明顯,若缺少中間機架,管子表面輥縫處易出現青線。如果要求更大的減徑量和較好的管圓度,就需要再增加一架可調機架,其目的就是通過調整精軋孔型來達到一定的直徑修正量,以便補償壁厚,溫度,鋼級的變化和軋輥的輕微磨損帶來的影響。在軋機重調的過程中,通常會帶來輕微的橢圓度和一定的圓度,他們與軋機壓下量成線性關系。由于圓度一般可以修正,而輕微的橢圓度一般這在實際生產中可以忽略。
6.3.5 軋制之前的現場檢查內容:在軋制之前,對工具和設定參數進行檢查的步驟
目的:保障良好的設備狀態和產品質量。
在裝配完所有工具和完成全部設定以后,操作人員將在現場執行如下檢查:
1 再加熱爐與張減機之間的輥道高度;
2 張減機中傳輸機架的軋輥直徑以及導向管內徑(根據軋制表的要求);
3 張減機后的輥道高度;
4軋制機架的軋輥冷卻;
5軋之前要檢查孔型的長短軸尺寸。
當所有的設定被檢查時,張減機應再次啟動并且打開機架冷卻水,操場作人員的任務是目測每個機架系統是否正常工作。
(詳細請參考操作規程及設備機械原理)
6.3.6 工具的準備和更換過程內容:工具的更換過程
要求:了解各機架擺放的順序
6.3.6.1 更換過程的工藝簡述更換軋制規格時,需要先縮回電機輸入軸,然后軋輥機架才能拉出。
為了保證實現快速換輥。首先機架被拖出機座并放置在一臺換輥小車上,另一臺小車擺好要求更換的機架,然后兩小車同時移動,當第二架小車移到機座前時,將機架推入機座,然后液壓杠鎖緊。液壓裝置將電機軸插入軋機。
我廠二套采用機架前充滿方式,機架擺放見附表。
6.3.6.2 操作說明對?175mm規格的荒管用張減機減徑需要根據成品外徑和壁厚選擇孔型和機架數。
對于入口為175mm外徑的荒管,選擇孔型時,可根據成品外徑和壁厚通過查閱軋制表選擇合適孔型和機架數及導管和傳輸機架。提供有AR、AO、BO三種孔型選擇。
需要說明的是,AR與AO的精軋機是一樣的。在實際設計時,AR所設計的精軋機孔型與AO的精軋機孔型是不一樣的,但考慮到經濟,所以決定共用一套精軋孔型。事實上,這是完全可行的。管子在精軋段寬展很小,橢圓系數相差微乎其微,管的外徑幾乎不會受到影響,即便是軋制較厚的厚壁管時,由于孔型橢圓度的微小改變造成壓小量和寬展量的微小改變,也不會影響到壁厚。因為在精軋部分,我們基本可以忽略金屬沿管圓周方向上各點的張力相對原孔型改變而改變造成的對橫向壁厚不均的影響,而外徑就更不用說了。
另外,我廠考慮到軋制時的實際情況,從經濟出發,盡量減少機架類型。比方說,外徑相差不到0.3mm(Φ48和Φ48.3)的孔型用同一組精軋機架,這也是完全可行的。在實際生產中,我們完全可以在盡可能小的公差帶內軋制,保證實際成品尺寸在公差范圍內。名義壁厚在0.5mm內的變化控制很容易通過張力系數設定來實現。通過速度制度的設定,我們能實現1mm左右的減壁,這都是有可能的。
這三套孔型,每一套的工作機架為21架,根據成品外徑和壁厚就可以選擇相應的孔型及知道所需要的工作機架是21架中的前邊哪幾架,并選取配套的精軋機架。當機架數小于24架時,需要選用相應規格的傳輸機架和和導管裝配。傳輸機架受傳動軸的限制只能放在奇數位。且為防止厚壁鋼管重心下易而發生管面劃傷,兩個導管間應有傳輸機架。
各孔型比較如下
1 AR和AO都屬于A減徑系列,實行一套減徑率分配方案,這兩套孔型的平均減徑率都為5.74%,即對應各機架孔型的平均外徑相同。
2 AO采用正寬展軋制,AR采用的是負寬展軋制。
3 AR 比AO的圓度要好(主要指工作機架部分),AR的工作機架所選擇的橢圓系數在1.02左右,變化小于0.01。而AO孔型的工作機架的橢圓系數在1.07左右。
4 A0主要用來軋制簿壁管(δ/D<0.125),采用較大的橢圓系數主要是為增大孔型底部接觸軋輥的長度,使底部金屬有較大張力減壁來消減前一機架軋制時壁厚增厚量,來維持管壁的橫向均勻度。
5 BR相對于A孔型來說,有較小的平均減徑率2.67%和較小的橢圓系數,主要用于89mm~141.3mm規格的厚壁管的軋制。較小的壓下率和較小的橢圓系數能有效防止管周方向上的張力不均引起的內六方缺陷。
注意事項
在軋制中因管外傷需更換機架時需明白:
1 AR和AO精軋機架共用
2 傳輸機架及導向管機架在幾種孔型中同一規格(按表的內徑尺寸看)可公用。
3 嚴格尊守機架擺放圖的位置,在軋制前要嚴格檢察。
4 在軋制中精軋部分要用到可調機架。其原理和調節方式見可調機架部分,有詳述。
圖表說明
在選擇機架擺放時,可先根據軋制表選擇孔型,然后根據孔型選擇成品外徑即可知道機架擺放位置。
每個操作者在更換機架時,都需用上述方法檢查現場機架擺放位置,確保無誤。
單向導管(占一機架位)

二位導管(占兩個機架位)
三位導管(占三個機架位)
圖6-
第一張表格為AO孔型系列
第二張表格為AR孔型系列
第三張表格為BR孔型系列
6.3.7 工藝控制參考6.3.7.1 關于頭尾增厚的控制和管子的整體部分相比,管子的尾端的延伸率是逐漸減小的,這主要是為穩態軋制設計的主疊電機速比引起的。在管的尾端這種速比一般不高,不足以建立實際較大的張力。另外,即使有最大可能的張力能夠在管端建立,它也是不充分的,管的遠端在一個很短暫的階段不能產生軋制所必需的穩態張力。
在穩態和疊加變形的短暫階段中張力作用的不同正是我們探索管端壁厚增厚數量的方法的出發點。
我們從軋制方向上看壁厚的斷面,管頭和管尾是不一樣的,這是因為他們產生的原因略有不同,而且管端最大的壁厚值,壁厚增厚的部分和和壁厚增厚段縱向的長度在管的頭尾都可能是不同的。
管尾增厚段的長度可能是管頭增厚段長度的兩倍,尤其當減徑量和張力較大的時候。
以下是管端增厚的幾個因素
1 平均張力的增加
2 總減徑量增加
3 機架間距增加
4 每個機架的減徑量增加
5 管徑和軋輥直徑比增加
6 摩擦力減小
7 徑壁比增加
在測量和計算管壁增厚剖面的基礎上總減徑量和平均張力對管尾增厚的影響被舉例證明在圖解中。并且,在實際管生產中以下因素是對管端切頭切尾損失百分數比較重要的:
※ 整個軋制過程張力的進行
※ 電機的控制響應
※ 輸入金屬壁厚的均勻性
通過主迭加電機在軋制時的速比調節,可能減少金屬切頭切尾的損失:
在軋制開始時,在軋機的入口段用盡可能大的張力增加量,而在拋鋼段,用盡可能大的張力減少量,因為這樣與靜態速度相比張力峰值減少了,而且在管端部分盡可能大的創造了和穩態軋制時相同的張力條件。
這種方法的缺點是:
※ 軋輥磨損增加
※ 可能加大出現表面缺陷厚壁鋼管的數量
并且,尤其在拋鋼階段
◎ 可能出現鋼裂紋
◎ 對依靠孔型和軋輥參數的內表面會有不利于變形的條件產生
因此,最期望的操作是在現場對軋制不同鋼段設置最適宜的速比,即從穩態到拋鋼段,讓兩者都盡可能的處于良好狀態,使其能得到滿意的產品質量和較高的生產率。
6.3.7.2 孔型設計:考慮到一定孔型的軋輥被大量制造,則他們的軋輥孔型用尺寸D,α或者a和b明確定義
在進行孔型加工時,并沒有從機架里邊移出軋輥逐個加工。所有的軋輥都用一個切削工具同時加工。一起加工三個軋輥優于單個加工,因為這樣能避免裝配誤差。
6.3.7.3 孔型加工的原則:當切削工具和軋輥接觸時,軋輥很慢的旋轉,此時工具離軋輥中心線有個WA的距離。在任何時刻三個切削刀刃僅和三個軋輥中的一個接觸。通過工具頭旋轉,軋輥被沿著工具直徑WD加工,它由三個切削刀刃組成。由于軋輥加工被作用在機架中心線前的一個點上,所以軋輥孔型變成橢圓形。孔型的橢圓度隨著WA的增加而增加。
孔型的形狀由選擇的加工機械刀具的偏心距WA和刀具直徑WD定義。加工尺寸聯系由以下公式給出:
A^2
WD=(B-B^2/RR-A/2+A^2/RR)+0.75*-----------------------------
B-B^2/RR-A/2+A^2/RR
WA= √ (RR/2-B)^2-(RR/2-WD/2)^2
D=A+B;α=A/B
被工具加工之后在邊緣留下的刺必須被除去,邊緣的圓弧半徑大約應該在1.5~2.5㎜
6.3.7.4 橢圓和圓孔型的應用軋制缺陷隨著以下趨勢而出現:
1 管壁與管直徑比增加總減徑率增加管橢圓度和孔型橢圓度增加出現內六方的趨勢增加,一般來說,壁厚的非均勻程度也隨著每機架減徑率的增加而增加。
2 如果一個孔型系列是這樣的孔型它能使直徑在輥縫處被減少的話,則在這種孔型中,小壁厚的管子很容易在持續的輥縫加工中引起軋制印痕。這種軋制印痕將不再影響精軋輥的質量,如果壁厚在臨界點(一個生產實際中的經驗值)以上的話。
據以上分析,想提議:薄壁管在橢圓形孔型中,而厚壁管在圓孔型系中會被更好地軋制。
注:薄壁管在圓孔型中易出現青線
厚壁管在橢圓型中易出現內六方
經驗告訴我們:
如果成品管壁厚與直徑的比值大于9%~12%的話,圓孔型系的應用是不可缺少的,否則,內部質量將會嚴重的被影響。因此,當小口徑和大口徑的管都需要生產時,把軋制計劃細分成圓孔型和橢圓孔型是有必要的。
這意味著一個減徑系列不得不分成兩套軋制孔型。
這樣一種方法使得有足夠機架數量可利用率和有效的孔型調整能力成為必要。在實際中,為了減少軋制計劃中必要的孔型改變,應盡可能多地把產品軋制計劃安排在一個較小減徑率的孔型當中,因為較大直徑和中間壁厚的管能被軋制成沒有軋制印痕的管子。
免責聲明:本網站(山東聊城晟杰無縫鋼管廠www.nfboat.cn)刊載的“6.3 張力減徑工藝(厚壁鋼管)”等均源于網絡,版權歸原作者所有,且僅代表原作者觀點,本文所載信息僅供參考。轉載僅為學習與交流之目的,如無意中侵犯您的合法權益,請及時聯系刪除。本網站刊登此篇文章并不意味著本站贊同其觀點或證實其內容的真實性,我們不對其科學性、嚴肅性等作任何形式的保證。如果侵犯了您的版權,請盡快聯系我們予以撤銷,謝謝合作!
請查看相關產品 厚壁鋼管,厚壁無縫鋼管,厚壁管,無縫鋼管廠,無縫鋼管廠家
 銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理
銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理 傳 真:0635-8878086
傳 真:0635-8878086 山東省聊城市國家級經濟技術開發區景陽崗路東段路北
山東省聊城市國家級經濟技術開發區景陽崗路東段路北



